

Xử lý nước thải chế biến mủ cao su hiệu quả nhất
Ngành công nghiệp cao su đang phát triển nhanh theo đà tăng trưởng kinh tế và đã đóng góp một phần không nhỏ vào GDP của đất nước. Tuy nhiên, song song với sự phát triển nhanh chóng về kinh tế thì chất lượng nước thải chế biến mủ cao suchưa qua xử lý là một trong những nguyên nhân gây ra tình trạng ô nhiễm môi trường nghiêm trọng.
Điện thoại: 0917 34 75 78 – Email: kythuat.bme@gmail.com
Để giải quyết các vấn đề trên, các nhà máy chế biến mủ cao su cần có các hệ thống xử lý nước thải cao su hợp lý để xử lý nước thải trước khi thải ra môi trường hoặc tái sử dụng vào mục đích khác. Chính vì vậy, công ty môi trường Bình Minh xin đưa ra hệ thống công nghệ xử lý nước thải chế biến mủ cao su mới nhất, hiện đại nhất ngày nay. Giúp cho các nhà máy chế biến mủ cao su bảo vệ môi trường, tăng tính cạnh tranh cũng như nâng cao giá trị sản phẩm.

Xử lý nước thải chế biến mủ cao su hiện đại nhất
Mủ cao su là hỗn hợp các cấu tử cao su nằm lơ lửng trong dung dịch gọi là nhũ thanh hoặc serium. Trong hỗn hợp mủ cao su thì cao su chỉ chiếm 35% đến 40% cao su, còn lại là nước, các khoáng chất protein, chất vô cơ,… Mủ cao su được phân làm hai loại chính là mủ nước (latex – loại mủ tốt nhất) và mủ tạp (mủ thu gom sau quá trình thu hoạch, mủ bị rơi vãi,… rất bẩn và chất lượng kém).
Ở Việt Nam hiện nay có 3 công nghệ sơ chế mủ cao su đang được áp dụng trong thực tế. Đó là công nghệ chế biến mủ ly tâm, công nghệ chế biến mủ cốm và công nghệ chế biến mủ tờ. Nước thải ra sau khi chế biến có nồng độ chất bẩn rất cao. Chủ yếu là các serium còn lại sau khi vớt mủ, protein, acid axetic, đường và mủ cao su còn sót lại. Đặc trưng trong các nhà máy chế biến mủ cao su đó là phát sinh mùi. Mùi hôi thối bốc lên do men phân hủy protein trong môi trường acid. Chúng sản sinh ra rất nhiều loại khí khác nhau như NH3, CH3COOH, H2S, CO2, CH4,… Vì vậy việc xử lý nước thải nhà máy chế biến mủ cao su là vô cùng cần thiết.
Tình trạng kỹ thuật tại hệ thống xử lý nước thải ngành cao su hiện nay
- Không đủ công suất xử lý
- Bể gạn mủ không đạt hiệu quả, mủ cao su còn sót lại nhiều
- Tải trọng hữu cơ cao gấp nhiều lần tiêu chuẩn
- Thiết bị sục khí công suất thấp
- Chất lượng nước thải đầu ra chưa đạt tiêu chuẩn yêu cầu kỹ thuật.

Trong quá trình hoạt động và nghiên cứu qua nhiều dự án xử lý nước thải chế biến mủ cao su của công ty môi trường Bình Minh. Chúng tôi xin đưa ra hệ thống công nghệ xử lý nước thải chế biến mủ cao su hiện đại nhất, phù hợp nhất với các nhà máy chế biến mủ cao su tại Việt Nam. Đó là phương pháp xử lý nước thải chế biến mủ cao su bằng công nghệ sinh học.
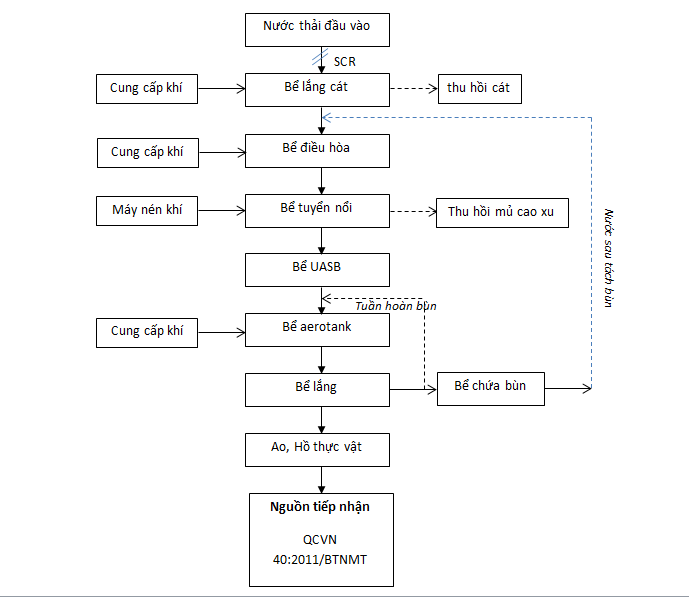
Thuyết minh quy trình hệ thống xử lý nước thải nhà máy chế biến mủ cao su
Nước thải phát sinh từ quá trình sản xuất mủ cao su được dẫn qua song chắn rác để loại bỏ các tạp chất thô, có kích thước lớn. Sau đó nước thải được dẫn qua bể lắng cát, tại đây những hạt cát có kích thước lớn hơn 0,25mm sẽ được giữ lại để tránh ảnh hưởng đến hệ thống bơm và đường ống ở các công trình phía sau.
Bể điểu hòa: Nước thải chế biến mủ cao su được dẫn qua bể điều hòa để điều hòa lưu lượng, tránh hiện tượng quá tải cục bộ các công trình phía sau. Nước thải từ bể điều hòa được bơm vào bể tuyển nổi để loại bỏ các các chất rắn lơ lửng có trọng lượng riêng nhỏ hơn nước, trên bể có hệ thống thu gom bọt và các khối cao su đem đi tái chế.
Bể UASB: nước thải chế biến mủ cao su tiếp tục đưa qua bể UASB, pH thuận lợi cho hoạt động của bể UASB là 6,7-7,5. Tại bể UASB các vi sinh vật kỵ khí sẽ phân hủy các chất hữu cơ có trong nước thải cao su, hiệu suất xử lý của bể UASB tính theo BOD, COD đạt 60-80% thành các chất vô cơ ở dạng đơn giản và khí Biogas
Bể Aerotank: nước thải tiếp tục được dẫn qua bể Aerotank xử lý triệt để các hợp chất hữu cơ. Tại bể Aerotnak diễn ra quá trình sinh học hiếu khí được duy trì bởi quá trình cấp oxy liên tục từ máy thối khí. Tại đây các vi sinh vậy ở dạng hiếu khí (bùn hoạt tính) sẽ phân hủy các chất hữu cơ còn lại trong nước thải thành các chất vô cơ dạng đơn giản như: CO2, H¬2O,..
Bể lắng: Nước xử lý mủ cao su từ bể Aerotank sẽ dẫn sang bể lắng, tại đây diễn ra quá trình phân tách giữa nước và bùn hoạt tình. Bùn hoạt tính lắng xuống đáy. Nước thải được đưa đến hồ thực vật (nếu có) trước khi xả ra nguồn tiếp nhận.
Bùn hoạt tính ở đáy bể lắng một phần được bơm tuần hoàn lại bể sinh học hiếu khí nhằm duy trì hàm lượng sinh vật trong bể. Bùn dư dược bơm vào bể nén bùn trọng lực để làm giảm thể tích. Sau đó qua máy ép bùn → bùn đem đi chôn lấp hoặc sử dụng làm phân bón.
Ưu điểm của phương pháp xử lý nước thải chế biến mủ cao su bằng công nghệ sinh học
- Thời gian khởi động ngắn, bùn được tạo ra liên tục.
- Hiệu quả xử lý sinh học cao.
- Ít tốn hóa chất
- Có thể tận dụng được lượng cao su thất thoát, tận dụng được lượng khí CH4 làm năng lượng.
Quý vị đang có nhu cầu xây dựng, cải tạo lại hệ thống xử lý nước thải chế biến mủ cao su hãy liên hệ với chúng tôi. Công ty môi trường Bình Minh chuyên thiết kế, thi công, cải tạo các hệ thống xử lý nước thải cao su trên toàn quốc. Mọi chi tiết xin liên hệ:
Công ty TNHH xây dựng và kỹ thuật môi trường Bình Minh
Địa chỉ: 170/9 khu phố Tân Hiệp, Tân Bình – Tx Dĩ An – Tỉnh Bình Dương
Điện thoại: 0917 34 75 78 – Email: kythuat.bme@gmail.com
Các Bài Viết Cần Quan Tâm:
 Xử lý nước thải ngành hóa mỹ phẩm hiệu quả nhất – Môi trường Bình Minh
Xử lý nước thải ngành hóa mỹ phẩm hiệu quả nhất – Môi trường Bình Minh
 Quy trình xử lý nước thải dệt nhuộm hiệu quả nhất
Quy trình xử lý nước thải dệt nhuộm hiệu quả nhất
 Công nghệ xử lý nước thải sơn hiệu quả nhất
Công nghệ xử lý nước thải sơn hiệu quả nhất
 Phương pháp xử lý nước thải sinh hoạt chuẩn nhất hiện nay
Phương pháp xử lý nước thải sinh hoạt chuẩn nhất hiện nay
 Quy trình xử lý nước thải dệt nhuộm chuẩn nhất hiệu quả nhất
Quy trình xử lý nước thải dệt nhuộm chuẩn nhất hiệu quả nhất
 Xử lý chất thải – rác thải nguy hại hiệu quả nhất
Xử lý chất thải – rác thải nguy hại hiệu quả nhất
 Xử lý nước thải phòng thí nghiệm hiệu quả nhất
Xử lý nước thải phòng thí nghiệm hiệu quả nhất
 Công ty Xử lý nước thải nhà máy chế biến sữa
Công ty Xử lý nước thải nhà máy chế biến sữa
 Xử lý nước thải chế biến cà phê – Công ty môi trường Bình Minh
Xử lý nước thải chế biến cà phê – Công ty môi trường Bình Minh
 Xử lý nước thải chế biến thủy sản-Công ty môi trường Bình Minh
Xử lý nước thải chế biến thủy sản-Công ty môi trường Bình Minh
 Xử lý nước thải dệt nhuộm hiệu quả nhất
Xử lý nước thải dệt nhuộm hiệu quả nhất
 Xử lý nước thải sinh hoạt hiệu quả nhất
Xử lý nước thải sinh hoạt hiệu quả nhất
 Xử lý nước thải nhà máy chế biến gỗ tại Bình Dương
Xử lý nước thải nhà máy chế biến gỗ tại Bình Dương
 Quy trình xử lý nước thải mực in hiệu quả nhất
Quy trình xử lý nước thải mực in hiệu quả nhất
 Quy trình xử lý nước thải phòng khám đa khoa hiệu quả nhất
Quy trình xử lý nước thải phòng khám đa khoa hiệu quả nhất
 Cải tạo hệ thống xử lý nước thải nhà máy chế biến nước giải khát
Cải tạo hệ thống xử lý nước thải nhà máy chế biến nước giải khát
 Xử lý nước thải bằng công nghệ hóa lý+sinh học hiếu khí (FBR)
Xử lý nước thải bằng công nghệ hóa lý+sinh học hiếu khí (FBR)
 4 Công nghệ xử lý nước thải tiên tiến nhất hiện nay
4 Công nghệ xử lý nước thải tiên tiến nhất hiện nay
 Xử lý nước thải tại Bảo Lộc, Di Linh, Đơn Dương, Đức Trọng – Lâm Đồng
Xử lý nước thải tại Bảo Lộc, Di Linh, Đơn Dương, Đức Trọng – Lâm Đồng
 Công ty xử lý nước thải ở Bình Định
Công ty xử lý nước thải ở Bình Định

